Amerykański nóż okopowy M-3 - prawdziwa legenda

W odróżnieniu od wielu innych amerykańskich noży z okresu II wojny światowej, które pełniły funkcję zarówno narzędzia, jak i w pewnym zakresie broni, M-3 przeznaczony był do walki.
W 2016 r. mija siedemdziesiąta trzecia rocznica rozpoczęcia produkcji i przyjęcia na wyposażenie armii amerykańskiej noża M-3 (US M-3 Trench Knife). W okresie od marca 1943 r. do lipca 1944 r. wyprodukowano 2 590 240 sztuk tej broni. Amerykański bronioznawca Frank Trzaska wyraził pogląd, że decyzję o rozpoczęciu produkcji M-3 podjęto przede wszystkim z uwagi na posiadane zapasy stali o określonych parametrach, nie zaś z tej przyczyny, że był to najlepszy z zaproponowanych projektów noży. Co zatem skłania nas do poświęcenia uwagi przedmiotowi produkowanemu na skalę masową, nie będącemu jednocześnie najdoskonalszą konstrukcją w swojej klasie?
Wzór na 40 lat i wartość dla kolekcjonerów
Z punktu widzenia historii uzbrojenia warto zaznaczyć, że kształt głowni zaprojektowany dla noża M-3 wykorzystywany był w bagnetach M-4, M-5, M-6 i M-7, czyli przez następne 40 lat. Można przypuszczać, że stanowił on inspirację dla konstrukcji powstałych wiele lat później. W tym kontekście warto zwrócić uwagę na przykład na polski nóż wzór 98. Jerry Janzen, inny amerykański znawca tej problematyki, scharakteryzował nóż M-3 jako „broń bardzo dobrze wyważoną, o głowni bez zbroczy, o znacznie trwalszej konstrukcji niż jej angielski odpowiednik sztylet Fairbairn-Sykes”.
Mimo olbrzymiej ilości wytworzonych egzemplarzy, nóż ten jest interesujący również ze względów kolekcjonerskich. Z uwagi na fakt, iż po zakończeniu wojny pozostałe w magazynach egzemplarze noży M-3, w przeciwieństwie do innych rodzajów noży wojskowych, nie zostały przeznaczone do sprzedaży, znalezienie dobrze zachowanych egzemplarzy nie jest rzeczą łatwą. Atrakcyjnym dla kolekcjonerów czynią go również odmienności w detalach wykonania będące konsekwencją produkowania tej broni przez dziewięciu różnych wytwórców. Różnice te dotyczą między innymi kształtu jelca, kształtu rowków pokrywających (wykonaną ze skórzanych krążków) rękojeść bądź też braku takich rowków w ogóle, stosowania podkładek odległościowych oddzielających skórzaną rękojeść od metalowych powierzchni jelca i głowicy, sposobu mocowania głowicy. Niektóre z wymienionych powyżej różnic można zaobserwować nawet pomiędzy egzemplarzami noży wyprodukowanych przez tego samego wytwórcę. W literaturze podaje się, że najwięcej tego rodzaju różnic w wykonaniu
występuje pomiędzy egzemplarzami pochodzącymi z wytwórni W.R. CASE & SONS CO.

(fot. archiwum autora)
Nóż M¬-3 przyjęto na uzbrojenie w miejsce wycofywanego z użytku noża M-1918 Mk 1. Departament Zaopatrzenia Armii uznał, że nóż okopowy Mark 1, który był na wyposażeniu w chwili przystąpienia przez Stany Zjednoczone do II wojny światowej, nie jest odpowiednim nożem bojowym dla rozwijających się wówczas amerykańskich sił zbrojnych. Nóż M- 1918 Mk 1 w rzeczywistości nie był w powszechnym użytku, a to z uwagi na zastosowany w nim kastetowy model mosiężnej rękojeści.
W założeniu US M-3 Trench Knife przeznaczony był dla żołnierzy, którym nie wydawano bagnetów ze względu na to, że byli uzbrojeni w pistolety, pistolety maszynowe, karabinki M-1, ręczne karabiny maszynowe BAR oraz lekkie i ciężkie karabiny maszynowe. W pierwszej kolejności noże te wydawano żołnierzom jednostek powietrzno-desantowych, zwiadowcom, żołnierzom piechoty szybowcowej, piechoty górskiej, a następnie służącym w siłach powietrznych.
Wymiary i konstrukcja klinowo-trapezowa
Licząca 170 mm długości, około 22 mm szerokości i 4 mm grubości, głownia noża M-3 pozbawiona jest zbrocza. Na odcinku rozpoczynającym się 80 mm od jelca i kończącym się centralnym sztychem, brzeszczot jest dwusieczny. Taki przekrój w głowni określany bywa w literaturze jako klinowo-trapezowy. Zbigniew Gwóźdź, używając tego terminu dla scharakteryzowania brzeszczotu polskiego noża wzór 98, wprost porównuje tę konstrukcję do US M-3 Trench Knife. Wskazuje przy tym, iż badania i testy przeprowadzone w Wyższej Szkole Oficerskiej im. Tadeusza Kościuszki we Wrocławiu wykazały, że głownie noży o przekroju klinowo-trapezowym wykazują większa trwałość i odporność na łamliwość niż te z brzeszczotem o przekroju rombowym. Zatem wyniki tych doświadczeń zdają się potwierdzać przytoczoną na wstępie opinię Jerrego Janzena o większej trwałości noża M -3 w porównaniu z brytyjskim sztyletem Fairbairn-Sykes, będącym typowym przykładem broni z głownią o przekroju rombowym.
Przekrój klingi oraz to, że jest ona stosunkowo długa i wąska, wskazuje, iż jest on przeznaczony do walki polegającej w głównej mierze na zadawaniu pchnięć. Nadto taka geometria brzeszczotu stanowi kompromisowe rozwiązanie mające zagwarantować jego względną odporność na złamania przy zachowaniu zdolności penetracyjnych.
Głownia
Do produkcji głowni wykorzystywana była stal węglowa, a jak wynika z prezentowanej dokumentacji technicznej Camillus Cutlery Co. - hartowano ją do twardości 52:56 w skali Rockwella.

(fot. archiwum autora)
Głownie noża M- 3 były parkeryzowane bądź też oksydowane. Parkeryzowanie polega na wytworzeniu na powierzchni metalu gruboziarnistej, o znacznej grubości ochronnej warstwy fosforanów, a efekt ten osiąga się przez działanie na powierzchnię metalu roztworami wodorofosforanów magnezu, żelaza lub cynku. Uzyskiwane tą drogą powłoki miały kolory od szaro-zielonego poprzez szary do czarnego. Niektórzy wytwórcy, rozpoczynając produkcję noża M-3 oksydowali jego głownię, aby potem stopniowo przejść do zabezpieczania jej powierzchni metodą parkeryzowania, która była tańsza i mniej czasochłonna. Nie wymagała bowiem tak dokładnego wypolerowania brzeszczotu jak przy oksydowaniu. Ponadto powłoki powstałe w wyniku parkeryzowania uznawane były za trwalsze niż wytworzone w czasie oksydowania.
Noże, które po 1945 r zwracano do magazynów, w razie potrzeby były poddawane w arsenałach ograniczonej renowacji. Z jelców i głowic usuwano rdzę przy pomocy szczotek drucianych, a następnie elementy te pokrywano czarną farbą. Gdy zachodziła taka konieczność, głownie poddawane były ponownej parkeryzacji, w wyniku którego uzyskiwały kolor czarny. Takim właśnie procesom poddano prezentowany nóż wytworzony przez W.R. CASE & SONS CO.
Jelec i rękojeść
Dwuramienny jelec wykonany był z blachy o grubości około 3 mm. Jego ramię od strony grzbietu głowni było zgięte w kierunku sztychu. Jednakże w literaturze opisywane są egzemplarze noża M-3, pochodzące z wytwórni W.R. CASE & SONS CO., wyposażone w prosty jelec.
Rękojeść noża M-3 składa się ze sprasowanych i impregnowanych krążków skóry osadzonych na trzonie głowni. W literaturze prezentowane są różne stanowiska co do ilości bruzd, które zgodnie z pierwotnym projektem umieszczano na powierzchni rękojeści noża w celu poprawienia chwytu.
M.H. Cole, powołując się na specyfikację datowaną na dzień 30 grudnia 1942 roku zawartą w dokumentach Departamentu Zaopatrzenia (Ordnance Department) podaje, że na powierzchni rękojeści wycinano 6 bruzd. Z kolei V.J. Coniglio i R.S. Laden twierdzą, że zgodnie z pierwotną specyfikacją Departamentu Zaopatrzenia było ich 8. Odmienności w wytwarzaniu US M-3 Trench Knife przez poszczególnych wytwórców dotyczyły również szczegółów wykonania rękojeści, co przejawiało się zróżnicowaną szerokością bruzd oraz ich ilością wahającą się od 5 do najbardziej popularnych rękojeści z 8 bruzdami. Coniglio i Laden twierdzą, że zmniejszanie ilości bruzd wynikało z dążenia do uproszczenia produkcji. Oprócz noży z rowkowaną rękojeścią spotyka się również, wyprodukowane przez W.R. CASE & SONS CO egzemplarze, których rękojeść pokryta była 18 wypukłymi karbami bądź też była zupełnie gładka.

(fot. archiwum autora)
W celu ochrony przed wilgocią, wykonanych ze skóry elementów rękojeści izolowano je od metalowego jelca i głowicy przy pomocy plastikowych podkładek odległościowych.
Głowica
Głowica o grubości ok. 6 mm ma kształt owalny, o powierzchni płaskiej jak w przypadku noży wyprodukowanych w W.R. CASE & SONS CO lub lekko wypukłym, występującym w nożach pochodzących z IMPERIAL KNIFE CO. Mocowano ją poprzez nałożenie na trzon głowni i zakucie końca trzonu bądź też przy pomocy metalowych kołków umieszczanych w otworach znajdujących się z boku głowicy lub zaciskanie na końcu trzonu głowni. Druga z wymienionych metod stosowana była między innymi przez CAMILLUS CUTLERY CO, przy czym głowice w nożach wyprodukowanych w okresie II wojny światowej mocowane były przy pomocy dwóch kołków, podczas gdy w egzemplarzach pochodzących z serii z przełomu lat 80. i 90. XX wieku, do zamocowania głowicy zastosowano pojedynczy kołek. Zgodnie ze specyfikacją Departamentu Zaopatrzenia głowica noża winna była być mocowana przy pomocy sworzni, jednakże wytwórcy w początkowym okresie produkcji wprawdzie stosowali metodę kołkowania, ale później mocowali głowicę noża poprzez zakucie końca trzonu głowni, a to w celu
obniżenia kosztów.
Znakowanie
Noże M-3 pochodzące z pierwszego okresu produkcji znakowane były poprzez wybicie wzdłuż płazu głowni, w pobliżu jej grzbietu, oznaczenia typu noża, nazwy producenta oraz roku produkcji np. „US M 3 CAMILLUS 1943”. Następnie zmieniono sposób znakowania i zaprzestano wybijania na głowni roku produkcji. W wytwórni CAMILLUS zmianę tę wprowadzono 27 listopada 1943 roku. Cechą charakterystyczną noży pochodzących z ostatniego okresu produkcji jest umieszczenie oznaczenia jego typu oraz nazwy wytwórcy na prostej części jelca wzdłuż (np. IMPERIAL) bądź też w poprzek (np. CASE) jego osi podłużnej. Stosowanie tego sposobu znakowania wytwórnia CAMILLUS rozpoczęła w dniu 4 grudnia 1943 roku i utrzymała go do końca II wojny światowej zmianę w sposobie oznaczenia noży wprowadzono aby zapobiec osłabieniu głowni. Na ilustracjach przedstawiono reprodukcje dokumentacji technicznej wytwórni CAMILLUS, zawierające między innymi informację dotyczącą zmiany w sposobie znakowania noży poprzez zaniechanie umieszczania na głowni roku
produkcji.
W poszczególnych wytwórniach znak odbioru wojskowego w postaci „płonącego granatu” umieszczany był w różnych miejscach. Wybijano go na górnej części bądź też z boku głowicy, chociaż występują również egzemplarze, na których znaku tego nie umieszczono. W zasadzie symbol odbioru wojskowego powinien być wybity na nożu po jego ostatecznym zmontowaniu i dokonanym przeglądzie. Zatem w egzemplarzach, których głowice mocowano poprzez zakucie końca trzonu głowni „płonący granat” znajdował się poza przestrzenią, na której widoczne były na metalu głowicy ślady zakuwania. Tymczasem można napotkać na egzemplarze omawianego noża, w których ślady mocowania głowicy pokrywają znak odbioru wojskowego, co oznacza, że „płonący granat” został wybity przed złożeniem wszystkich elementów konstrukcyjnych noża w jedną całość. W literaturze opisany jest również nóż M-3 wyprodukowany przez ROBERSON CUTLERY CO, w przypadku którego symbol odbioru wojskowego w postaci stylizowanych, skrzyżowanych luf armatnich umieszczonych w kole,
wybito na zagiętej części jelca od strony rękojeści.
Pochwa
Nóż M-3 został wprowadzony w 1943 roku na uzbrojenie wraz z pochwą oznaczoną symbolem M-6. Przedstawiające pochwę M-6 szkice, datowane na 2 stycznia 1943 roku, można znaleźć w dokumentacji Departamentu Zaopatrzenia. Jak podają Michael W. Silvey i Gary D. Boyd pochwa M-6 wytwarzana była przez 7 producentów, a w tym: L&C, MILSCO, MOOS CO, BARWOOD, SBL CO., VINER BROS.
Płaszcz mierzącej 40,32 cm pochwy M-6 wykonany był ze skóry. Tylna część płaszcza pochwy była wydłużona i posiadała metalowy zaczep do pasa głównego, w postaci podwójnego haka. Do wydłużonej części płaszcza pochwy przymocowany był pasek z zatrzaskiem kaletniczym, służący do podtrzymywania rękojeści noża. Na mankiecie pochwy, w celu jego wzmocnienia, zamocowano 8 stalowych spinek, przy czym Michael W. Silvey i Gary D. Boyd opisują pochwę M-6 wyprodukowaną przez MOOSE Co, z zamocowanymi 10 spinkami wzmacniającymi mankiet. Do dolnej części pochwy przymocowano, przy pomocy 4 nitów, metalową płytkę, chroniącą noszącego nóż przed skaleczeniem, w przypadku przebicia płaszcza pochwy. Pochwa M-6 nie sprawdziła się w warunkach polowych a nadto obawiano się, że żołnierz może się zranić własnym nożem, wsuwając go do pochwy, dlatego też w lipcu 1943 roku zastąpiona została plastikową pochwą M-8. Nowy typ pochwy z metalowym mankietem i plastikowym płaszczem, przypominał kształtem przeznaczone do bagnetów pochwy M-3.
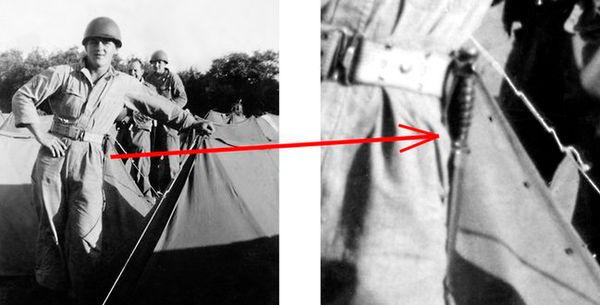
Pochwa ta posiadała tekstylną żabkę, w kolorze zielonym służącą do nałożenia na pas główny, nie miała jednak drucianego zaczepu, służącego do zawieszenia na pasie. Szerokość pętli pozwalała na wsunięcie jej na pas wzór 1936, służący do przenoszenia pistoletu, a nie na pas z ładownicami. Często stosowanym przez żołnierzy sposobem noszenia noża M-3 było jego troczenie do prawej nogi, na wysokości łydki, tak jak pokazano to na prezentowanym zdjęciu.
Koniec produkcji i losy po II wojnie światowej
Produkcję US M-3 Trench Knife zakończono po siedemnastu miesiącach, czyli w sierpniu 1944 r. W jej miejsce rozpoczęto wytwarzanie bagnetów M-4, zaś noże zaklasyfikowano jako broń o ograniczonym standardzie. W nomenklaturze służb zaopatrzenia terminem tym oznacza się przedmioty wycofane z użytku, pozostające w magazynach i wydawane tylko w przypadku wyczerpania się bieżących zapasów.
Noże M-3 po 1945 r. były powtórnie wydane amerykańskim siłom zbrojnym w czasie konfliktów w Korei i w Wietnamie. W latach 50. i na początku lat 60. dużą ich liczbę przekazano Republice Południowej Korei, zaś w latach 60. Republice Południowego Wietnamu.
Po rozpoczęciu produkcji bagnetu M-4 podjęto próby konwertowania noża M-3 na ten rodzaj bagnetu. Jednakże przeprowadzone w 1953 roku badania wykazały, że nie jest to ekonomicznie uzasadnione, bowiem koszty przeróbki okazały się być o kilka centów wyższe niż wytworzenia zupełnie nowego bagnetu M-4. W dokumentacji prowadzonej przez Japońskie Dowództwo Logistyczne odnotowano przerobienie 58 522 noży M-3 na bagnety M-4, co tłumaczyć można niższymi kosztami pracy ponoszonymi na Dalekim Wschodzie.
W związku z powyższym w literaturze opisywane są egzemplarze bagnetów M-4 z głowniami sygnowanymi w sposób właściwy dla noży M-3. Jako że kształt głowni noża M-3 oraz będącego jego wersją rozwojową bagnetu – noża M-4 były identyczne, również wiele pochew M 8 konwertowano na M8A1 poprzez wymianę tekstylnej żabki na nieco dłuższą i wyposażoną w podwójny hak umożliwiający jej zawieszenie na pasie.
Rafał Kucharski
Członek Stowarzyszenia Miłośników Dawnej Broni i Barwy, z wykształcenia prawnik, z zamiłowania kolekcjoner militariów, w szczególności zaś bagnetów i noży wojskowych.
Literatura
Cole M.H., _U.S. military knives, bayonets & machetes Cognilio J. Vincent, Laden S. Robert, The US M – 3 Trench Kinife of World War Two Cunningham Gary M., American military bayonets of the 20th century South Greensburg Printing Co,, Inc. 1998 Gwóźdź Zbigniew, Nóż dla GI’s MMS “Komandos” 9/96 Gwóźdź Zbigniew, Noże Wojska Polskiego Janzen Jerry L., Bayonets from Janzen’s notebook Cedar Ridge Publications 1993 Królikiewicz Tadeusz, Encyklopedia noży wojskowych, Agencja Wydawnicza C B 2001 Silvey Michael W., Boyd Gary D., United States military knives collector’s guide1989 Trzaska Frank, Knotes on United States military edged cutlery www.oregonknifeclub.org/frank3 09/00 - 05/01_
**[

W numerze 2/205/2016 "Odkrywcy" polecamy również: "Libido i wojna, czyli namiętność na froncie" ]( http://odkrywca.pl/ ){:external}**